Help Centre
Design for Galvanizing
Design Service Information Sheets
At Highland we offer a free design service and have developed a range of Design Service Information sheets to compliment this. The objective of these documents is to provide specific guidance, targeted at areas within the fabrication process, that will lead to improvements in the finished product. It is our aim to educate and provide awareness to all our customers that will save money and time by correcting these potential design flaws.
{kind=link}
{kind=link}
{kind=link}
Design Information Videos
To achieve a high quality galvanized finish it is important to take the galvanizing process into consideration when designing steelwork. Will it fit in the zinc bath? Are the venting and draining holes the right size? Where do I locate the holes? These are all important design considerations that require some thought before an item is fabricated.
To understand what needs to be considered in the design stages prior to galvanizing it may be beneficial to watch our short educational video on Design for Galvanizing by clicking here.
To further assist in the design process we have also developed a handy information booklet called the Fabricators Guide to Galvanizing which is filled with useful advice. A downloadable version is available by clicking here.
If you are at all unsure about any aspect of a design, one of our technical experts would be more than happy to discuss this with you – after all it is much easier and less expensive to change a drawing than to alter material after fabrication.
As members of the UK and Republic of Ireland Galvanizers Association we also have access to their comprehensive guidance on design for galvanizing plus many technical aspects and these can be can be found by clicking on these links
The Engineers and Architects Guide:
https://www.galvanizing.org.uk/publication/engineers-and-architects-guide/
Design for galvanizing:
https://www.galvanizing.org.uk/publication/design-galvanizing-wall-chart/
https://www.galvanizing.org.uk/design-for-galvanizing/
The Technical Data Sheets:
https://www.galvanizing.org.uk/publication/datasheets/
Request your free Design For Galvanizing Wall Chart
Watch our videos about Galvanizing.
Coating Characteristics

Design Life
The functional life of a fabrication will be determined by the quality of the initial coating, the maintenance regime and the particular environment that it sits in. Galvanizing offers considerable advantages over its competitors due to its long, maintenance free life. The expected life of galvanizing in a specific location can be calculated relatively easily due to the unique way in which the coating reacts when exposed to the environment. Unlike paint, which will peel exposing the steel below, galvanizing slowly depletes a small amount each year. The rate of depletion can range from 0.5 microns in rural locations to 4 microns per year in exposed coastal locations. The link below opens a map showing the depletion rates for galvanized coatings in all parts of the UK which will allow an approximate design life to be determined.
The thickness of the steel will also affect the thickness of the galvanized coating. The thicker the steel is the thicker the zinc coating will be. The galvanizing standard ISO 1461 states that a 6mm section of steel should have a minimum average thickness of 85 microns. The average is taken from measuring 6 random locations on the surface.
For extremely harsh environments, such as offshore, it may be necessary to apply a thicker zinc coating. This can be achieved by specifying Marine galvanizing. The surface of the steel is reprofiled by shot blasting before galvanizing; this will ensure that a minimum average zinc thickness of 140 microns is achieved.

Design life
The powder topcoat of Colourgalv acts to protect the galvanized layer by creating a barrier between the zinc and the elements. Thus the coating will retain its full protection whilst the topcoat is present. Colourgalv is a robust coating capable of performing under a wide range of conditions, and on request we are able to offer a guarantee for the performance of the coating.”
Watch our videos about Powder Coating.
Metal Preparation
Shot blasting
On some occasions it may be necessary to shot blast steel prior to the galvanizing process. The following are examples of when shot blasting may be required.
- Heavily rusted steel has been used in a fabrication
- The material is being refurbished and old paint layers need to be removed
- Red oxide paint or shellac coated steel has been used in fabrication
Shot blasting is available at both Cumbernauld and Elgin sites at a competitive hourly rate. Blasting is carried out to SA 2.5, this ensures that all rust, mill scale and foreign particles are removed. If material needs to be blasted we will ensure that the customer is informed before the job is started.
We do not advise galvanizing cast iron as the heat can lead to cracking and certain cast irons are soluble at this temperature. We can however blast the items and offer a 2 coat powder system which combines a zinc rich base coat and a polyester top coat.
Shot blasting can be carried out in Glasgow, Edinburgh, Aberdeen, Dundee, throughout Scotland and beyond. Please contact us for further information regarding this process.
Zinc Stripping
Occasionally, due to modifications or simply to refresh the zinc coating, items it may need to be re-galvanized. In order to do this it is necessary to strip the zinc prior to re-galvanizing. This service is available at both sites at a premium based on tonnage.Please contact us for information regarding pricing.
Powder Coating
Highland Galvanizers are able to provide fully comprehensive powder coating services in Aberdeen, Glasgow, Dundee, Edinburgh and all across the North Of Scotland. Sectors we are able to provide powder coating for include engineering, agriculture, street furniture and many more.
Sustainability
Galvanized steel is one of the most sustainable materials available today. It’s widely used in construction, manufacturing, renewable energy equipment, and any other setting where weather and corrosion resistance is essential.
Effective corrosion protection is a vital means of reducing the energy demands of any built environment. The longevity, high corrosion resistance and subsequent maintenance free nature of hot dip galvanizing will lead to reduced energy consumption over the life of any steel fabrication.
It does this by extending the useful life of the object reducing the necessity to remake and replace, and by eliminating ongoing maintenance it reduces its carbon footprint demands.
The galvanizing process can also be viewed as environmentally sustainable. By products from the Zinc Bath, such as dross and ash, are recovered and used in other industries, such as agriculture and cosmetics. Heat from the Zinc bath is captured and reused in other parts of the process improving overall efficiency. Even wires used for suspension are recycled to be used again in other industries.
With advanced recyclability, galvanized steel fits in well with any project with strong sustainability goals.
Further information on sustainability can be found at the Galvanizers Association website by clicking on this link
Sustainability – https://www.galvanizing.org.uk/rail-corrosion-protection/galvanizing-and-sustainability/

The addition of a powder layer on top of galvanizing, not only adds style, but it also aids corrosion protection by creating a barrier that stops the galvanizing from depleting. The coating itself is made of an organic material and has a zero VOC content. The durability of the coating requires little maintenance and can with suitable preservation last over 15 years, which also adds to Colourgalv’s sustainability credentials.
Surface Finish
Galvanizing
The primary use of galvanizing is to prevent corrosion in steelwork. Due to the process and factors outwith the galvanizer’s control, such as steel composition and design, there are number of appearance features that are acceptable under ISO 1461 as they will not affect the protection performance of the zinc coating. A list of common appearance features and their acceptability appears below.
The colour of hot dip galvanizing can range from a bright shiny silvery grey to dull dark grey. The main influence of colour is the thickness of the metal with thicker sections usually being duller and darker. Other factors affecting colour are the silicon content of the steel and the time the metal spends in the molten zinc. Due to these reasons it is not uncommon for single fabrications to have colour variations. The colour appearance is outwith the control of the galvanizer and therefore variations are acceptable in ISO 1461. Colour variations are more pronounced in the days and weeks after galvanizing, after around 6 months the surface will oxidise leading to a duller more uniform appearance.
Galvanized steel can sometimes look as if it is rusting, giving the impression that the coating has failed and the steel is corroding. On most occasions this is purely a visual issue with the coating being unaffected. It is often caused by process residues escaping from welded areas and is known as ‘weld weep’. It usually occurs after the fabrication has been exposed to the rain shortly after galvanizing and can be removed with a stiff brush and water. To reduce the occurrence of weld weep, welds should be fully sealed. Rust staining can also result from poorly specified fasteners or from areas where the coating has been damaged after installation.
A rough zinc coating is usually the result of uneven alloy layers or differences in the steel surface condition. For example if one section of a fabrication has used an older piece of steel then this may result in a variation of surface finishes. Roughness can also be caused by a steel silicon content between 0.05% and 0.15%. This can create a heavy coating that is made predominantly of zinc iron alloy. Where smoothness is a priority steel specification should be given full consideration.
Under ISO 1461 dross and ash lumps should be removed and the area dressed to ensure that no sharp sections are left. Thicker areas and runs can be caused by uneven or inadequate drainage. They will not affect the performance of the coating and can almost always be eliminated at the design stage.
Occasionally flux residues adhere to the steel and form a white deposit after galvanizing. These deposits do not affect the performance of the coating and should be removed by the galvanizer.
These can occur for a variety of reasons such as air traps caused by poor design, faulty processing or impurities in the steel. Small areas can be treated by the application of Zinc rich paint but larger areas should be stripped and reprocessed. The galvanizer should rectify any process issues and contact the customer to discuss any issues outwith their control.
This is a white deposit, sometimes known as ‘white rust’, that can appear on galvanizing soon after the item has been coated. It is caused by water being trapped between two galvanized surfaces for a sustained period. The resulting conditions cause a white zinc oxide to be formed on the surface of the galvanizing. The appearance will gradually fade when the galvanizing has been separated and exposed to weathering but if necessary it can be improved by brushing with a stiff brush. Unless very severe the white rust will not affect the corrosion protection of the galvanizing. If material is to be stored outside for any length of time white rust can be avoided by ensuring that the surfaces are not packaged in close contact and that rain is free to drain off the items. If the items are covered air must be free to circulate to prevent condensation and retention of moisture.
Colourgalv
Powder coating provides a level of corrosion protection but it’s main purpose is for aesthetics.
Due to the way powder is electrostatically applied it enables a consistent coating to be created. Where the coating appears to have run this indicates that the powder has been over applied, and conversely where the powder appears to be thin or rough this indicates where the powder has been under applied.
The powder layer will not mask or fill surface defects that are present in the metal. The Colourgalv process does involve linishing imperfections in the Zinc coating but it cannot mask indentations or irregularities in the steel substrate. Aluminium will be checked before jigging and any imperfections will be sanded out with an orbital sander.
Some wet paints can release toxic substances when the coating is disrupted. All our coatings are lead free and compliant with Euro directives on ‘Restriction of the use of certain hazardous substances’ making them safe for use on applications such as children’s play equipment.
Due to the steel chemistry of weld material being different to that of the steel used in fabrication, welds can take on a thicker zinc coating to that of the surrounding steelwork. The impact of this can mean welds that are dressed and not visible prior to Galvanizing can appear more pronounced and visible after Galvanizing. Prior to Powder Coating, in order to preserve the zinc coating, raised welds are not ground smooth so may be more apparent after painting. To reduce the impact of raised welds, welding rods should be matched to the same steel chemistry used in the fabrication.
Repair Procedures
Due to transport damage or onsite cutting it may be that a coating is damaged or removed . It is important that the coating is repaired to ensure that the design life and appearance of the product is not compromised.
Galvanizing
The galvanizing standard ISO 1461 provides several methods of repairing the Zinc coating up to a maximum area of 10cm2, which is around the size of a 50 pence piece. The easiest method is to apply several coats of Zinc in paste or paint form to the affected area. It is important that the area is dry and has been rubbed down with a wire brush before the coating is applied. Each layer should be allowed to dry before the next layer is applied. If the area is larger than 10cm2 the standard recommends that the steel is stripped and re-galvanized.
Powder Coating
Powder coating can also be repaired using a similar method. The area should be cleaned with a panel wipe degreaser and allowed to dry. The area should then be lightly sanded in preparation for painting. The grade of sand paper should be 320-400 grit or finer. Paint can either be applied with a brush or aerosol, with the latter providing the best finish. The coats should be applied in thin layers to ensure that the paint does not run.
Highland is able to supply touch up paints for both galvanizing and powder coating from our facilities in Elgin or Cumbernauld. The aerosol paints for powder coating are colour matched by the powder supplier ensuring consistency in colour and gloss level.
Highland Galvanizers are able to fully carry out powder coating repairs in Glasgow, Dundee, Aberdeen, Edinburgh, throughout Scotland and Beyond.
Powder coated surfaces that require repair or restoration can be sent to our factory where our specialists will clean and recoat the item.
Transport
Elgin Transport
From our Elgin depot we currently have weekly scheduled transport runs in Peterhead, Fraserburgh, Inverurie and Aberdeen areas. For areas outside these catchments we run transport on an adhoc basis so please contact the Elgin office on 01343 548855 to establish if we can organise transport to collect and deliver material in your area. To service our Northern based customers who require material to be galvanized and powder coated (Colourgalv) we also run a weekly service to our Cumbernauld powder coating facility. This currently departs on a Wednesday and returns your material to Elgin the following Friday.
Cumbernauld Transport
From our Cumbernauld depot we currently have weekly scheduled transport runs in Edinburgh, Carlisle, Fife, Newcastle and the Scottish Borders. For areas outside these catchments please contact the Cumbernauld office on 01236 731444 to establish if we are can organise transport to collect and deliver material in your area.
To allow us to serve the north of England more efficiently we have developed partnerships that enable local collections and deliveries in the Newcastle and Carlisle areas. Both sites are conveniently located for easy access to the road network.
For the North East contact Franklin Steel Stockholders on 0191 499 0222
Franklin Steel Stockholders,
Franklin Industrial Estate,
Patterson Street
Blaydon
Newcastle upon Tyne
NE21 5TL
For the North West contact Thomas Graham Ltd on 01228 525 364
Thomas Graham Ltd,
Kingmoor Park East,
Carlisle
CA6 4SQ
FAQs
PROCESS
Our lead times can vary depending on workload but are generally within 7 days. If you need a faster turnaround please contact us direct or alternatively you can use our XpressTM Service which offers a 24 hour turnaround. (Additional charges apply and it is subject to availability.)
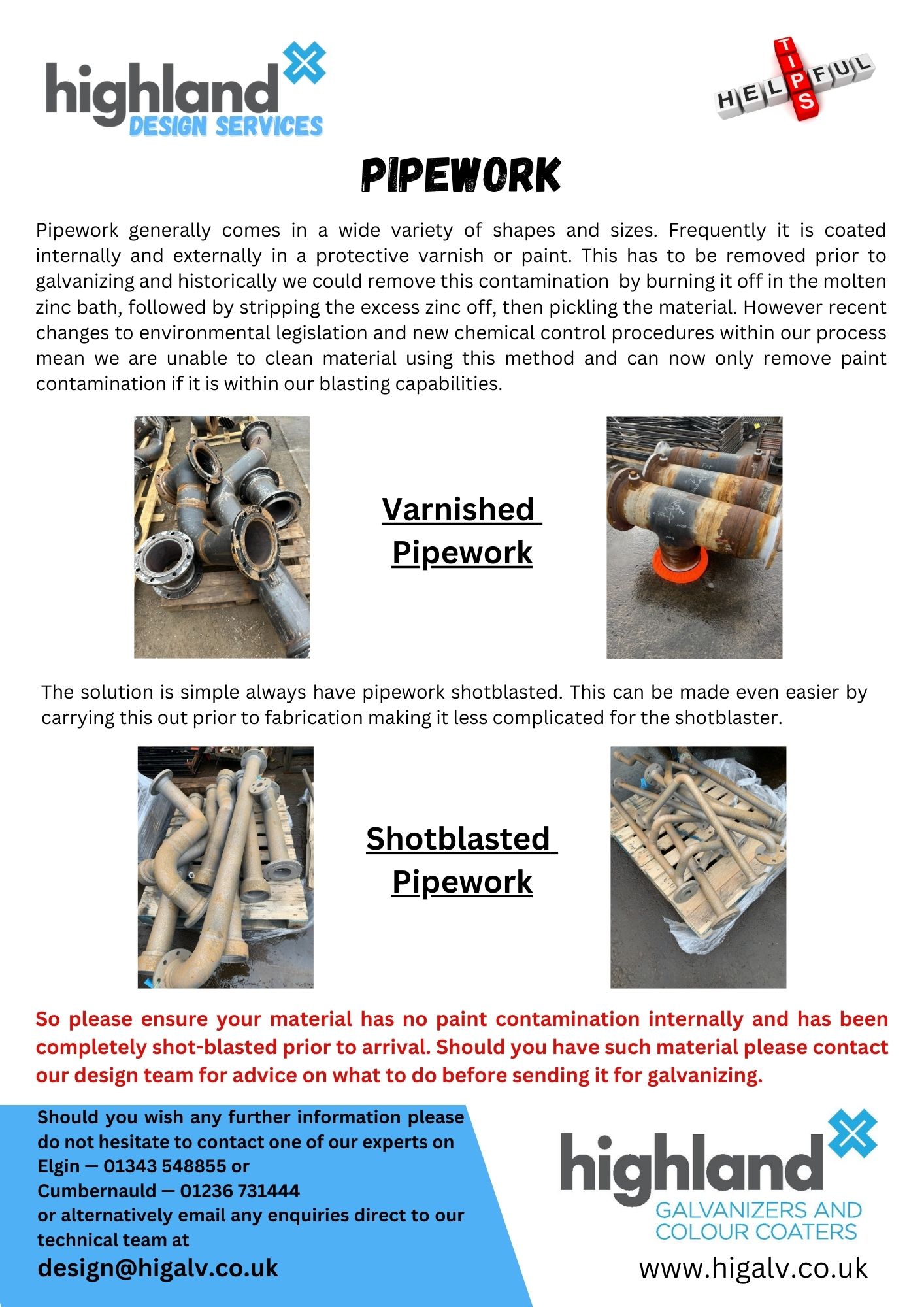
Yes, we can chemically strip off the existing galvanizing and re-galvanize. We can also remove old paint and then galvanize. (Additional charges apply)
If it’s only surface rust it will come off in our pre-treatment tanks. If the rust is very severe (flaking off in chunks) then shot blasting might be required. After blasting the rust will be halted.
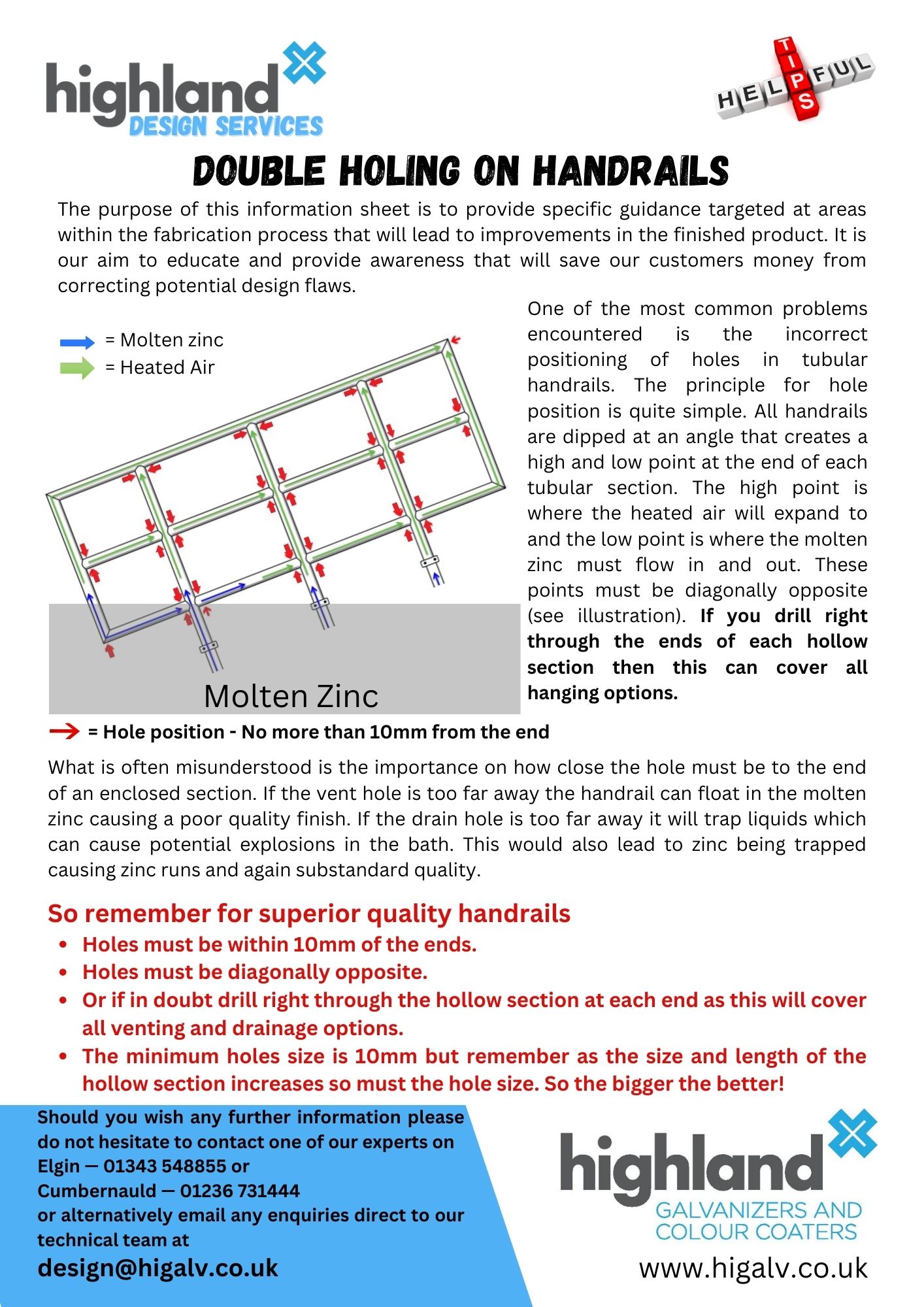
Holes are required in hollow sections to let the zinc and air in and out as the material is being dipped in the zinc bath. Without venting holes the steel will either float on top the zinc or if forced under will create pressure which can cause an explosion, damaging material and increasing the risk to the operators. Vent holes also allow the inside of hollow sections to be galvanized doubling the corrosion protection.
Please use our Fabricators Guide for Galvanizing for advice or feel free to contact us with any questions which our technical team of experts will endeavour to answer.
Vent and drain holes need to be in proportion to the volume of liquid likely to be contained within the material. 8mm is the minimum size required, any smaller and the zinc has a tendency to run or cause blockages as the coated material is being removed from the zinc bath. For fabrications with larger hollow sections or air traps the holes should be bigger (12mm+), this will ensure a better surface finish as the time in the zinc bath can be more easily controlled.
Please use our Fabricators Guide for Galvanizing for advice or feel free to contact us with any questions which our technical team of experts will endeavour to answer.
Yes, there are many ways to vent your item, such as cropping corners, leaving ends open or internal venting that can be physically inspected. Please use our Fabricators Guide for Galvanizing for advice or feel free to contact us with any questions which our technical team of experts will endeavour to answer.
Galvanizing takes place at 450oC. This is a temperature where partial stress relief can occur, sometimes resulting in distortion. If stresses are fabricated in, then this will increase the likelihood of distortion occurring. It can also occur as a result of long sections of thick and thin steel being welded together which then expand and contract at different rates when dipped in the zinc bath.
Distortion can almost always can be designed out before fabrication. Discussing potential designs with the galvanizer is the best way to avoid this issue.
SURFACE FINISH
Galvanizing is not just a coating, it’s an alloy of the steel and zinc. The appearance of the coating is dependant on a number of factors such as the chemistry and thickness of the steel and the immersion time in the molten zinc. There’s no difference in the corrosion protection of a shiny finish versus a dull finish.
When two surfaces are welded together and either left open on one edge or the weld is not fully sealed, it’s common to find what looks like rust seeping out of the joint. There will be a small gap or pin hole within this joint which the zinc will not have managed to penetrate and galvanize. Then when moisture gets into the gap a rusty stain may appear. It’s harmless but unattractive and can be cleaned off with a stiff brush and water.
The galvanizing standard, ISO 1461, allows for small repairs, say the size of a 50p, to be protected with the use of zinc rich paint. The area should be rubbed down with sandpaper and then 2/3 layers of paint should be applied ensuring a dry depth of 100 microns is achieved. For larger sections the material should be stripped back to bare steel and re-galvanized.
SUSTAINABILITY
It’s not uncommon to last more than 70 years but the corrosion rate depends on the elements in the atmosphere. For example in a rural setting where there are less emissions galvanized steel can last 100-150 years but in an industrial or marine location it may last 30-50 years. Click here for corrosion rates in your area. Zinc Corrosion Map
MAINTENANCE
When galvanized steel sections are stacked together and stored outside there is a risk of excessive layers of zinc carbonates being formed due to rainfall being trapped between surfaces. This is known as wet storage stain or white rust and can easily be removed with a wire brush. At Highland we use a passivator to help prevent this which usually provides around 6-8 weeks protection. The staining does not affect the corrosion performance of the coating and will rectify itself overtime once the material has been installed.
Regular cleaning of your Colourgalv material is recommended to maintain coating performance. This relatively simple requiring, a little soapy water, a clean cloth or sponge and a little bit of effort. Harsh chemical cleaners and abrasive cloths should be avoided as this could affect the finished gloss levels.
Colour matching sprays are available from Highland for such eventualities. For best results ensure the area is clean and gently rub down with some fine grade sandpaper. Apply the spray in fine layers ensuring plenty of drying time between applications.
HOW TO PLACE AN ORDER?
To enable us to proceed with your order we need to know exactly what material you wish to be coated and any special instructions. If it is your first time using our services we will also need your contact details. To make it easier we have created an order form which you can download and print off. Booking In Form.
This form or your own paperwork should be e-mailed to the correct factory prior to material arriving on sites. The relevant e-mail addresses are
Elgin – goodsin.hg@higalv.co.uk
Cumbernauld – paperwork@higalv.co.uk
Due to Covid restrictions that necessitate track and trace provisions on our sites it is compulsory that customers pre-book times to be on our facilities. This can be done in two simple ways. First of all utilise our “Schedule Delivery/Collection” button on our website and follow the simple steps to book a time. This is a very quick and simple process that can be used at any time, even outside working hours. The following link will also take you to this should you not want to access our website – https://highland-appointments.as.me/
Secondly if unsuccessful with the website then simply phone the relevant plant to arrange a suitable time.
HEALTH & SAFETY
The popularity of our service means there can be large volumes of traffic on our sites at any given time. To ensure the safety and well-being of our employees and visitors on site we have a set of guidelines we expect all visitors to adhere to. If you or one of your representatives plan to be on site please be aware of these guidelines. A copy of which are available by clicking here.
At both facilities all visitors should abide by the following rules. A copy of which are available by clicking here.
WHAT OTHER SERVICES DO WE OFFER?
We can provide shotblasting services on mild steel to agreed specifications. Please contact us to discuss your requirements.
Although we advise that Galvanizing and Powder coating processes should be applied under one roof to ensure full control of both coating systems, we can offer a Powder coating service on pre-galvanized steelwork providing the existing zinc coating is in a suitably good condition. Please contact us to discuss your requirements.
Our unique multi-stage pre-treatment process for Powder coating is also approved for aluminium. Please contact us to discuss your requirements.
For indoor installations, we can offer a 2-coat Powder system for black steel provided it is suitable to be shotblasted as surface preparation. This process is not suitable for outdoor steelwork; Colourgalv is specified for all outdoor applications. Please contact us to discuss your requirements.
We provide technical support for all of our coating services right from the design stage to product aftercare, all included in our service to you. Please contact a member of our technical support team to discuss your requirements.